Piston Failure Causes & Diagnosis | MCB Performance
Two Stroke Piston Diagnosis
The process of examining a used piston can tell a mechanic helpful information on the condition
of an engine. When an engine failure occurs, the piston is likely to take the brunt of the damage.
A careful examination of the piston can help a mechanic trace the source of a mechanical or
tuning problem. This technical article serves as a guide for the most common mechanical
problems that plague engines.
1-PERFECT BROWN CROWN
The crown of this piston shows an ideal carbon pattern.
The transfer ports of this two-stroke engine are flowing
equally and the color of the carbon pattern is chocolate
brown. That indicates that this engine's carb is jetted
correctly.

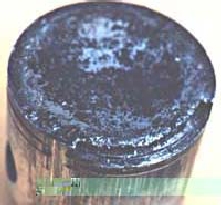
2-BLACK SPOT HOT
The underside of this piston has a black spot. The black
spot is a carbon deposit that resulted from pre-mix oil
burning on to the piston because the piston's crown was
too hot. The main reasons for this problem are
overheating due to too lean carb jetting or coolant system
failure.

3-ASH TRASH
This piston crown has an ash color, which shows that the
engine has run hot. The ash color is actually piston
material that has started to flash (melt) and turned to tiny
flakes. If this engine was run any longer, it probably
would have developed a hot spot and hole near the
exhaust side and failed. The main causes of this problem
are too lean carb jetting, too hot spark plug range, too far
advanced ignition timing, too much compression for the
fuel's octane, or a general overheating problem.

4-MASHED DEBRIS
This piston crown has been damaged because debris entered the combustion chamber
and was crushed between the piston and the cylinder
head. This engine had a corresponding damage pattern
on the head's squish band. The common causes of this
problem are broken needle bearings from the small or big
end bearings of the connecting rod, broken ring ends, or
a dislodged ring centering pin. When A problem like this
occurs, its important to locate where the debris
originated. Also the crankcases must be flushed out to
remove any left over debris that could cause the same
damage again. If the debris originated from the big end
of the connecting rod, then the crankshaft should be
replaced along with the main bearings and seals.

5-CHIPPED CROWN DROWNED
This piston crown chipped at the top ring groove because
of a head gasket leak. The coolant is drawn into the
combustion chamber on the down-stroke of the piston.
When the coolant hits the piston crown it makes the
aluminum brittle and it eventually cracks. In extreme
cases the head gasket leak can cause erosion at the top
edge of the cylinder and the corresponding area of the
head. Minor leaks of the gasket or o-ring appear as black
spots across the gasket surface. An engine that suffers
from coolant being pressurized and forced out of the
radiator cap's vent tube, is a strong indication of a head
gasket leak. In most cases the top of the cylinder and the
face of the cylinder head must be resurfaced when a leak
occurs. Most mx bikes have head stays mounting the
head to the frame. Over time the head can become
warped near the head stay mounting tab, because of the
forces transferred through the frame from the top shock
mount. It's important to check for warpage of the head
every time you rebuild the top end.
6-SHATTERED SKIRT
The skirts of this piston shattered because the piston to
cylinder clearance was too great. When the piston is
allowed to rattle in the cylinder bore, it develops stress
cracks and eventually shatters.

7-SNAPPED ROD
The connecting rod of this engine snapped in half
because the clearance between the rod and the thrust
washers of the big end was too great. When the big end
bearing wears out, the radial deflection of the rod
becomes excessive and the rod suffers from torsion
vibration. This leads to connecting rod breakage and
catastrophic engine damage. The big end clearance
should be checked every time you rebuild the top end. To
check the side clearance of the connecting rod, insert a
feeler gauge between the rod and a thrust washer. Check
the maximum wear limits in your engine's factory service
manual.

8-FOUR-CORNER SEIZURE
This piston has vertical seizure marks at four equally
spaced points around the circumference. A four-corner
seizure is caused when the piston expands faster than the
cylinder and the clearance between the piston and
cylinder is reduced. Another common problem of this
type is a single point seizure on the center of the exhaust
side of the piston. However this occurs only on cylinders
with bridged exhaust ports. The main causes for this
problem are too quick warm-up, too lean carb jetting
(main jet), or too hot of a spark plug range.

9-MULTI-POINT SEIZURE
This piston has many
vertical seizure marks around the circumference. This
cylinder was bored to a diameter that was too small for
the piston. As soon as the engine started and the piston
started its thermal expansion, the piston pressed up
against the cylinder walls and seized. The optimum
piston to cylinder wall clearances for different types of
cylinders vary greatly. For example a 50cc composite
plated cylinder can use a piston to cylinder wall
clearance of .0015 inches, whereas a 1200cc steelsleeved
cylinder snowmobile set-up for grass drags will
need between .0055 to .0075 inches. For the best
recommendation on the optimum piston to cylinder
clearance for your engine, look to the specs that come
packaged with the piston or consult your factory service
manual.

10-INTAKE SIDE SEIZURE
This piston was seized on the intake side. This is very
uncommon and is caused by only one thing, loss of
lubrication. There are three possible causes for loss of
lubrication, no pre-mix oil, separation of the fuel and
pre-mix oil in the fuel tank, water passed through the airfilter
and washed the oil film off the piston skirt. Snow-Dusting is also common here

11-COMPOSITE FLAKING
Most two-stroke cylinders used on motorcycles and
snowmobiles, have composite plated cylinders. The
composite material is made of tiny silicon carbide
particles. The electro-plating process enables the silicon
carbide particles to bond to the cylinder wall. The
particles are very hard and sharp, they don't bond to the
ports so the manufacturer or reconditioning specialist
must thoroughly clean the cylinder. Sometimes the
silicon carbide "flashing" breaks loose from the ports and
becomes wedged between the cylinder and the piston.
This is often caused by overheating of the cylinder and subsequent blistering.
This causes tiny vertical scratches in the piston. This
problem isn't necessarily dangerous and doesn't cause
catastrophic piston failure, but it should be addressed by
thoroughly flushing the cylinder and ball-honing the bore
to redefine the cross-hatching marks. Normally you will
need to replace the piston kit because the scratches will
reduce the piston's diameter beyond the wear spec.

12-BURNT-OUT BLOW-HOLE
This piston was overheated so badly that a hole melted
through the crown and collapsed the ring grooves on the
exhaust side. Normally the piston temperature is higher
on the exhaust side so catastrophic problems will appear
there first. There are several reasons for a failure like
this, here are the most common; air-leak at the
crankshaft seal, too lean carb jetting, too far
advanced ignition timing or faulty igniter box, too hot of
a spark plug range, too high of a compression ratio, too
low octane fuel or old fuel.

13-BLOW-BY
This piston didn't fail in operation but it does show the
most common problem, blow-by. The rings were worn
past the maximum ring end gap spec, allowing
combustion pressure to seep past the rings and down the
piston skirt causing a distinct carbon pattern. Its possible
that the cylinder walls cross-hatched honing pattern is
partly to blame. If the cylinder walls are glazed or worn
too far, even new rings won't seal properly to prevent a
blow-by problem. Flex-Hones are available through Brush Research.
DO NOT USE a cheap auto store flex hone or SHOE hone
. They can be used to remove oil
glazing and restore cross-hatch honing marks that enable
the rings to wear to the cylinder and form a good seal. If
you purchase a Flex-Hone for your cylinder, you must specify bore range.

11 TIPS FOR REBUILDING A TWO-STROKE TOP END (We supply a comprehensive guide when purchasing ANY
of OUR Top-End kits)
1. Before you disassemble your engine, power-wash the engine and the rest of the vehicle.
That will reduce the risk of dirt and debris falling into the engine. Once you remove the
cylinder, stuff a clean rag down into the crankcases.
2. The cylinder and head use alignment pins to hold them straight in position from the
crankcases on up. The pins make it difficult to remove the cylinder from the cases and the
head from the cylinder. Sometimes the steel alignment pins corrode into the aluminum
engine components. Try spraying penetrating-oil down the mounting studs before
attempting to remove the cylinder and head. Never use a flat-blade screwdriver, chisel, or
metal hammer to remove the cylinder. Instead use this technique; buy a lead-shot plastic
mallet, swing it at a 45-degree angle upwards against the sides of the cylinder. Alternate
from left to right, hitting the sides of the cylinder to separate it from the cases evenly.
Clean the steel alignment pins with steel wool and penetrating-oil. Examine the pins
closely. If they are deformed in shape, they won't allow the engine parts to bolt together
tightly. This can cause a dangerous air leak or a coolant leak.
3. Never re-use old gaskets. Remove them with a razor blade or gasket scraper. Don't use a
drill-driven steel wool type pad to remove old gaskets because they can remove
aluminum from the cylinder and head. That will cause a gasket to leak.
4. Always check the ring end gap on a new ring by placing it in the cylinder between the
head gasket surface and the exhaust port.
5. Always install the circlips with the opening facing straight up or down, that way inertia
will hold it tight into the clip groove. Place one clip in the groove before installing the
piston on the connecting rod. Its easier to install a clip with the piston in your hand rather
than on the rod. There also less chance that you'll drop the circlip in the crankcases.
6. Always install the rings on the piston with the markings facing up. Coat the rings with
pre-mix oil so they can slide in the groove when trying to install the piston in the
cylinder.
7. Always install the piston on the connecting rod with the arrow on the piston crown facing
towards the exhaust port.
8. The traditional way to assemble the top end is to install the piston assembly on the
connecting rod, compress the rings, and slide the cylinder over the piston. That can be
difficult with larger bore cylinders, or if you're working by yourself. Try this method
instead. Install one circlip in the piston, install the piston into the cylinder with the pin
hole exposed, install the piston pin through one side of the piston, position the cylinder
over the connecting rod and push the piston pin through until it bottoms against the
circlip, install the other circlip. It only takes two hands to install the top end using this
manor and there is less chance that you'll damage the rings by twisting the cylinder upon
installation.
9. On cylinders with reed valves and large oval intake ports, take care when installing the
piston assembly in the cylinder because the rings are likely to squeeze out of the ring
grooves. Use a flat-blade screwdriver to gently push the rings back in the grooves so the
piston assembly can pass by the intake port.
10. For steel head gaskets, place the round side of the "bump" facing up. Don't use liquid
gasket sealer, use aerosol spray adhesive types (Hylomar) instead. For hybrid fibre/steel ring head
gaskets, place the wide side of the steel rings facing down.
11. When you initially start the engine after a rebuild, manipulate the choke to keep the
engine rpm relatively low. Once the engine is warm enough to take it off choke, drive the
vehicle around on flat hard ground. Keep it under 1/2 throttle for the first 90 minutes.